Деревообрабатывающие станки своими рукамиДелаем вместе! |
Деревообрабатывающие станки своими рукамиДелаем вместе! |
| Мы расскажем Вам о том как своими руками, используя доступные инструменты и материалы, сделать относительно простые деревообрабатывающие станки и приспособления к ним, а также об основных операциях по технической обработке древесины. В напутствие хотелось бы дать Вам
несколько советов и пожеланий: встав на путь
технического творчества, вооружитесь терпением
и настойчивостью; соизмеряйте свои желания с
имеющимися возможностями; пользуйтесь простыми
техническими приемами, доступными инструментами
и материалами; не опускайте руки при первых
неудачах. Успех обязательно придет к вам! Последние публикации на сайте
ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫПроцесс изготовления столярных изделии на дому с помощью электрифицированного инструмента в чемто схож с таким же процессом на деревообрабатывающем и, в частности, мебельном предприятии. Поэтому на домашнее производство с полным правом можно перенести многие понятия и термины, принятые в промышленности. Мы в дальнейшем тоже будем пользоваться ими. Напомним некоторые из них. Итак, совокупность всех работ, в результате которых происходит превращение материалов в готовые изделия, называют производственным процессом. Основную его часть, которая непосредственно связана с превращением сырья и материалов в эту продукцию, представляет собой технологический процесс. Он в свою очередь подразделяется на стадии, а стадии на технологические операции — элементарные части технологического процесса, выполняемые на одном станке или одном рабочем месте. При механической обработке заготовок встречаются такие приемы выполнения операций, как позиция, установка, переход и проход. Позиция — это каждое из отдельных положений детали относительно станка и режущего инструмента. Установка — прием работы, выполняемой без изменения положения заготовки в станке или приспособлении. Если же одну и ту же операцию выполняют одним и тем же инструментом сначала с одной стороны заготовки, а затем, поворачивая ее, с другой и более сторон, то каждое такое перемещение называют переходом, а каждый пропуск детали через станок при очередном переходе — проходом. Технологический процесс изготовления столярных изделий обычно подразделяют на следующие стадии: сушка древесных материалов; раскрой их на заготовки; механическая обработка пиленых заготовок; сборка деталей в узлы; механическая обработка деталей; сборка деталей и деталей в изделие; отделка деталей, деталей или готового изделия. В домашних условиях эти стадии могут меняться местами или даже вовсе отсутствовать в зависимости от разных обстоятельств. В свою очередь каждая из указанных стадий может состоять из нескольких операций. Перечислим некоторые из них, наиболее часто встречающиеся в практике работы столяра: поперечный раскрой, продольный раскрой, обработка поверхностей (в том числе строгание в угол, по профильному сечению, обработка кромок под склеивание и др.), склеивание составных заготовок, выработка продольных несквозных отборов, прорезание срединных и поперечных пазов, точная торцовка и раскрой на части, профилирование торцов (закругление, срезание на ус и пр.), выработка рамных шипов и проушин, подрез шиповых соединений (при надобности), выработка прямых ящичных шипов, выработка ящичных шипов «ласточкин хвост», сверление круглых отверстий под шканты; изготовление шкантов, выработка гнезд, местные фасонные отборы, шлифование поверхностей. Главная цель обработки заготовок — : получение деталей определенной формы, с заданными размерами, профилем, элементами соединений и качеством поверхности. Особое значение при этом имеет точность деталей, т. е. соответствие их формы и размеров требованиям чертежа. От нее непосредственно зависит взаимозаменяемость деталей, прочность столярных соединений, форма готового изделия и другие его качественные характеристики. Получить абсолютно точные детали практически невозможно. Они обязательно отличаются от заданной величины изза неточности настройки станка и приспособлений, измерительных инструментов, износа режущих инструментов, механических свойств древесины и других факторов. Да, стремление к такой точности в любительской практике, пожалуй, и не всегда себя оправдывает. Иногда проще подстрогать или прошлифовать деталь при сборке, чем гоняться за «микронами» в процессе ее изготовления. Тем не менее заходить за допустимые пределы здесь тоже нельзя: иначе неминуемы брак и даже полная непригодность деталей. Точность последних во многом зависит от того, каким методом ведется их обработка: по размерам, разметке или настройке. Первые два дают недостаточную точность в связи с тем, что она заранее строго не обусловливается расположением станка и может меняться для каждой детали. При работе по промерам относительной точнос ти добиваются за счет нескольких проходов всякий раз замеряя размер детали, пока не будет получен показатель, близкий к заданному. Каждым новым проходом исправляют погрешности предыдущего. К такому методу часто прибегают при выполнении строгальных, фрезерных и токарных операций. Разметку применяют при черновом раскраивании материала, сверлении отверстий, выборке гнезд и т. д. Заготовку при этом устанавливают на станке так, чтобы резание происходило по нанесенной риске или метке. Первоначальную разметку заготовок и деталей производят согласно чертежу и в соответствии со спецификацией. На изготовляемых деталях отмечают их номера и номера сборочных единиц, применяя для первых, например, арабские цифры, а для вторых римские. Рекомендуется в перечне деталей указывать их размеры в заготовке, чтобы часто не обращаться к чертежу. Размеры пишут в определенном порядке: длина, ширина и толщина (высота). Желательно мастеру продумать и маркировку деталей. Эта система у каждого может быть своя, но в любом случае должна быть постоянной, чтобы соблюдалась по привычке, автоматически. Например, углы обозначают цифрами по часовой стрелке, смежные детали — сплошными рисками, вырезы — крестом, кромки или стороны, подлежащие обработке (строганию, фрезерованию) — несколькими крестиками и т. д. Точность значительно выше в случае работы по настройке, т. е. при таком положении стола, приспособлений станка, которое заранее определяет положение самой заготовки по отношению к режущему инструменту. Такой метод обычно применяют при продольном распиливании заготовок, торцевании в размер, рейсмусовании и других операциях. Настройку станка проводят по эталонам и результатам обработки пробных деталей. Неточность обработки, равно как и другие виды брака, можно снизить или избежать, применяя соответствующие меры. Так, очень важно, чтобы заготовки и детали в процессе обработки правильно базировались, а все операции точно выполнялись. Для этого стараются черновые (необработанные) базы использовать только для первичного раскроя материала, а обработку заготовок начинать с создания чистовой установочной базы, используя ее и при последующих операциях как можно большего их числа. Установочные базы выбирают так, чтобы они совпадали со сборочными. Избегают многократного возврата к выполнению одних и тех же операций, длительных технологических выдержек. Время хранения деталей обычно не должно превышать двух суток с момента изготовления и до сборки. В крайнем случае их плотно связывают в пачки, чтобы они меньше деформировались. Разметку деталей целесообразнее проводить на чисто обработанных заготовках максимально возможной, желательно суммарной длины. Это позволяет ускорить работу, экономнее использовать материал, а главное, получить детали заданных размеров. Требуемая точность обработки детали достигается установкой ее на станке в строго определенном положении в приспособлении подачи. Этим, в частности, добиваются параллельности ее сторон, прямолинейности смежных кромок — непременных условий точной работы. К таким же конечным результатам ведет обработка однотипных заготовок партиями при одной настройке станка и режущего инструмента. Готовые детали должны иметь не только точные размеры, но и гладкую поверхность или, как говорят, должную шероховатость. Требования к этому показателю диктуются назначением деталей, характером их последующей обработки. Они особенно высоки к неотделываемым поверхностям, тем более видимым. Степень шероховатости поверхности зависит от ряда факторов, прежде всего связанных со строением и пороками древесины, а также характером ее обработки. Первые объясняются наличием сучков, трещин, кривизной ствола, анатомическими особенностями строения древесины, наличием в ней повреждений насекомыми, грибами и пр. Что касается недостатков механической обработки древесины, то их тоже немало. Вот наиболее распространенные: риски — периодически повторяющиеся следы, оставляемые на поверхности резцами; ворсистость — наличие на поверхности отдельных волокон; мшистость — наличие целых их пучков; бахрома — сплошная или прерывистая лента пучков волокон и час тиц древесины на ребрах пиломатериалов; заусенец — козырек острой формы, примыкающий к продольному ребру детали; запил — местное повреждение поверхности режущим инструментом; отщип — отходящая от торца сквозная боковая трещины; скол — участок с отколовшейся древесиной в приторцевой зоне; ожог — потемнение и обугливание поверхности изза повышенного трения инструмента о древесину; прошлифовка — удаление при шлифовании части детали ниже обрабатываемой поверхности. Шероховатость поверхности зависит также от состояния станка, остроты, геометрии, точности установки резцов, а также их числа, направления и угла резания относительно волокон древесины, скорости резания, толщины снимаемой стружки, вибрации в системе станок — инструмент — деталь и т. д. Для улучшения обработки поверхности пользуются следующими приемами: повышают скорость резания; соблюдают оптимальную подачу заготовки на режущий инструмент; подбирают число оборотов шпинделя в соответствии с характером выполняемой операции; увеличивают число ножей на строгальном валу; режут древесину преимущественно вдоль волокон; возможно чаще затачивают и правят режущий инструмент; применяют стружколоматели, прижимы и другие приспособления, повышающие качество обработки заготовок; аккуратно выполняя все операции, особое внимание обращают на завершающие, прибегая к ним, как правило, в последнюю очередь с тем, чтобы избежать возможных ошибок. С этой же целью вначале обрабатывают наименее открытые стороны деталей, а потом лицевые, особо ответственные из них иногда дополнительно строгают двойным ручным рубанком, а также тщательно шлифуют. Для получения чистой поверхности распила и для разрезания тонких заготовок применяют пилы с мелкими зубьями и меньшим их разводом, пилы с напайками из твердого сплава, доработанные отрезные фрезы по металлу и др. Учитывая, что сухая древесина позволяет делать детали не только точных размеров, но и с поверхностью более высокого качества, нежели сырая, ее стараются обрабатывать в состоянии такой влажности, при какой она будет эксплуатироваться в готовом изделии. На качестве полученных деталей, естественно, сказывается и состояние станка, всех приспособлений, их исправность. Поэтому перед любой операцией его тщательно проверяют и налаживают. Если по условиям работы этого делать не требуется, то ограничиваются его осмотром, обращая особое внимание на крепежные элементы, состояние ремней, степень их натяжения, уровень вибрации. Немалую роль в процессе работы играют и удобства: доступ к станку и заготовкам, естественность и легкость движений без излишней нагрузки, освещенность рабочего места и многое другое — все имеет значение, все так или иначе сказывается на качестве изготовляемых деталей, в том числе их точности и шероховатости поверхности. Как известно, для каждого изделия и его частей устанавливают определенный технологический процесс изготовления, предусматривающий последовательность операций, режимы и способы их выполнения, необходимое оборудование и т. д. Так, при механическом изготовлении столярных изделий в домашних условиях этот процесс обычно начинается с раскраивания пиломатериала и распиливания его на бруски круглой пилой. Затем последние обрабатывают в размер на строгальном, а иногда и на рейсмусовом устройстве станка. Полученные детали торцуют по длине с помощью каретки, а если нужно, то и криволинейно, выпиливая их лобзиком. Формируют столярные соединения с привлечением шипорезки и сверлильнопазовального приспособления. Профили и фальцы отбирают фрезами. Из полученных деталей склеивают сборочные единицы, подвергают их последующей механической обработке, а потом собирают готовое изделие. Отделывают изделие после того, как оно очищено от клея и устранены все дефекты. Теперь следует хотя бы коротко рассказать о некоторых изделиях, которые можно изготовить в домашних условиях с помощью оборудования, о котором идет речь. Мы остановимся при этом только на ряде конструктивных элементов бытовой мебели, поскольку подробное описание готовых предметов — тема специальных пособий. Последних выпускается немало и с ними всегда можно ознакомиться. Количество типов деталей и сборочных деталей в столярных изделиях относительно невелико. Принцип их устройства примерно один и тот же. Отличаются они часто только размерами и формой. Все это создает благоприятные возможности для машинного способа изготовления их, повышения производительности труда домашнего мастера. Одной из таких распространенных сборочных единиц является рамка. Она образуется из соединенных между собой брусков. Длинные из них называют продольными, короткие — поперечными, а расположенные внутри — средниками. Рамка с незаполненным внутренним пространством является простой, а заполненная щитком — филенчатой. Рамку называют обвязкой, если она толще вставленных в нее филенок и выступает над их плоскостью, или фризом — в случае если лицевая поверхность ее расположена вровень с филенкой. Мебельные рамки по своему назначению разделяют на плинтусовые, дверные, боковых и задних стенок, подъящичные, рамки сидений и спинок стульев и др. Решетка — это рамка с большим количеством вертикальных или горизонтальных средников, а возможно, тех и других. . Коробка — конструктивный элемент, состоящий из обвязки со средниками или без них. В отличие от рамки высота деталей коробки больше ее толщины. В брусках коробок формируют четверти, галтели, пазы для установки заглушин в предметах мебели или дверных полотен и оконных переплетов в столярностроительных изделиях. Заготовка деталей для рамок, решеток и коробок аналогична заготовке брусков, а формирование столярных соединений зависит от конструкции сборочных единиц. Детали толщиной до 40 мм рекомендуется соединять на один шип, а более толстые — на два и три. Если рамка закрывается другими накладными элементами, то ее можно собирать на открытых шипах. Рамки стенок и дверок заполняют филенками, стеклами, зеркалами и пр., которые укрепляют различными способами (в глухой шпунт, в четверть с раскладками, в шпунт с раскладками и т. д.). Ящики и полуящики — представляют собой коробки из четырех стенок и дна и служат для хранения различ ных вещей в мебельных изделиях. Полуящики отличаются от ящиков высотой передней стенки. У первых она равна 0,3–0,6 высоты боковых стенок. Способы соединения 8 этих изделиях устанавливают в зависимости от требуемой прочности и чистоты их отделки. Переднюю и боковые стенки чаще соединяют между собой на шип прямой открытый, на шип «ласточкин хвост» вполупай или на шкантах, а задние и боковые стенки — на шип прямой открытый или на шкантах. Толщина боковых и задних стенок 10...12 мм, передних — 16...19 мм. Дно делают из фанеры или ДВП толщиной 3–5 мм. Его вставляют в пазы на боковых и передней стенках, отобранных на расстоянии 8–10 мм от нижней кромки, и привертывают шурупами к задней стенке. Последовательность изготовления ящиков: раскраивают и острагивают доски. Если ширина заготовок недостаточна для получения требуемой глубины ящика, из них склеивают щитки. Детали торцуют на станке с кареткой и мелкозубой круглой пилой. В сопряжениях стенок зарезают сквозные прямые ящичные шипы с помощью шипорезки. Косые шипы «ласточкин хвост» вполупотай чаще исполняют вручную, а при механизированном зарезании их используют специальные концевые фрезы и соответствующие приспособления к фрезеру. Неотъемлемыми частями предметов мебели являются их опоры. Они могут состоять из коробок, скамеек, отдельно устанавливаемых ножек и др. Опорные коробки имеют разную конструкцию: в одном случае их обвязочные детали соединяют на ус и дополнительно скрепляют в углах металлическими угольниками, в другом роль последних играют серединные соединения, в третьих, коробка имеет дно и представляет собой ящик для хранения постельных принадлежностей. Опорные скамейки состоят из четырех ножек и четырех царг, скрепленных шиповыми соединениями, металлическими стяжками, шурупами и т. д. Ножки в зависимости от массы изделия могут иметь сечение от 33 х 33 до 44 х 44 мм. Для них рекомендуется применять древесину твердых пород. Подсадные ножки из древесины с предметами мебели могут соединяться наглухо или быть разборными. В первом случае их крепят круглыми или плоскими шипами, иногда через промежуточную бобышку, позволяющую увеличить длину шипа до требуемой. В разборных соединениях ножки крепят резьбовыми стяжками, состоящими из шпилек и специальных гаек. Клееные плиты для корпусной мебели чаще применяют промышленного изготовления, но иногда и самодельные. К последним относятся нестандартные столярные плиты, плиты со сплошным заполнением и пустотелые. Их толщина обычно равна толщине выпускаемых изделий, а длина и ширина определяется по месту. Нестандартные плиты представляют собой основу из древесины, оклеенную с двух сторон шпоном. Основу делают из склеенных и не склеенных между собой реек и брусков. Плиту со сплошным заполнением чаще всего применяют для изготовления дверного полотна. Она состоит из прочной брусковой рамки, заполнителя (древесина, ДСП, пенопласт и др.) и облицовки из фанеры или ДВП. Пустотелая плита тоже состоит из рамки и облицовки, приклееной с одной или двух сторон. Двусторонняя плита имеет заполнение из реек, свободно уложенных внутри. Рамку собирают из брусков шириной 35–50 мм, соединенных проволочными скобами или плоскими и круглыми шипами. Она может иметь средник. Такая плита имеет сравнительно небольшую массу и обладает достаточной прочностью. Недостатком ее является волнистость поверхности изза втягивания облицовки между рейками. Поэтому рейки укладывают чаще, либо делают отверстие диаметром 6–8 мм на расстоянии 200–250 мм одно от другого для выхода паров, образующихся при склеивании. Бруски рамок односторонних плит рекомендуется вязать сквозными или несквозными шипами и в зависимости от их размеров предусматривать средники, соединяемые с брусками обвязки несквозными шипами. Поскольку такие плиты в свободном состоянии коробятся, их устанавливают в изделии наглухо. Кромки всех плит могут быть облицованы или иметь обкладки. Очень ответственным является процесс сборки столярных изделий. Он включает две стадии: сборку и обработку отдельных деталей и сборку из них готовых изде лий. Подготовка к сборке деталей заключается в комплектовании их, проверке размеров, правильности соединений, устранении недоделок. Порядок и приемы сборки зависят от вида узла, способа соединения деталей, от наличия сборочных приспособлений. Проводят ее обычно в три этапа: вначале детали собирают насухо, подгоняя их одна к другой. Затем (после разборки) детали зачищают и шлифуют, а иногда и отделывают. После этого их собирают на клею. Напомним о некоторых требованиях к склеиванию. Оно должно проходить быстро и четко, так как время жизнестойкости или схватывания клея невелико. Поэтому некоторые сложные изделия собирают вдвоем, а иногда проделывают тренировочную сухую сборку. В процессе этой работы все надо делать так, чтобы избежать ошибок, поскольку высохшее изделие уже нельзя будет разобрать, его можно будет только разрушить. Особое значение в этой связи приобретают сборочные приспособления: их конструкция, надежность, точность, удобство пользования ими и т. д. При выборе, изготовлении и эксплуатации таких сжимов следует обращать внимание на то, чтобы они позволяли добиться нужной силы давления на склеиваемые детали, равномерного распределения этих усилий и вместе с тем уберегали лицевые поверхности от вмятин. Полезно с этой целью использовать прокладки. Поверхности, предназначенные для склеивания, оберегают от масел, грязи и жира рук. Выступающие в местах соединения излишки клея сразу же убирают влажной тряпкой или губкой. Сославшись на эти общие положения, подкрепим сказанное некоторыми замечаниями о сборке тех деталей, о которых идет речь. Так, например, рамки вначале собирают насухо и при необходимости подгоняют в местах соединения. Перед склеиванием бруски сколачивают с шипов так, чтобы они могли держаться на их концах, и открытую часть шипов, гнезд и проушин смазывают клеем. Затем бруски снова набивают на шипы, раму сжимают, проверяя при этом плотность соединений, правильность расположения деталей и самого узла. Для такой операции лучше всего подходят устройства, сжимающие углы в диагональном направлении. Для сохранения точного внутреннего просвета рамки иногда применяют шаблон в форме щитка. При этом рамку сжимают так, чтобы шаблон плотно прилегал к ней по всему контуру. Филенчатую рамку собирают примерно в такой же последовательности. Вначале ее тщательно подгоняют, сколачивают без филенки, потом, сняв с шипов один из продольных брусков, вставляют филенку, делая при надобности опять подгонку. Только после этого ее склеивают. Высохшую рамку обрезают в размер, строгают и шлифуют на станке. Эти операции в необходимых случаях выполняют и с помощью ручного столярного инструмента. Ящики собирают так же, как и рамки: вначале насухо, а затем окончательно на клею. Дно вставляют после высыхания клея. В заключение ящики подгоняют соответственно ширине и высоте проемов, для которых они предназначены. Если необходимо получить нужную высоту, кромки одной стороны ящика острагивают, а кромки другой опиливают в размер мелкозубым диском. Клееные плиты в домашних условиях чаще всего делают комбинированным способом: детали заготавливают на станке, а собирают их вручную. Особую сложность представляет обработка обеих поверхностей крупноформатных нестандартных плит и, в частности, устранение неизбежных провесов, появляющихся в ходе склейки реечной основы. Делать это приходится ручным или электрическим рубанком. Большие плиты обрезают в размер мелкозубой ножовкой, а малого формата — на станке с помощью каретки, направляющей линейки или даже без них, а только по разметке. Рубанком или на станке застрагивают торцы и кромки, а при надобности делают и фигурную обработку их. В быту очень широко применяются деревянные фрезерованные детали (погонажные изделия). Одни из них используются в качестве конструктивных элементов, другие идут на отделку помещений, мебели, третьи представляют самостоятельные предметы художественноприкладного порядка и пр. Большой ассортимент строганного погонажа выпускается промышленностью. В этот набор входят доски и бруски для полов; плинтусы для оформления углов между полом и стеной; галтели, выполняющие такую же роль между потолком и стеной; наличники, используемые для облицовки оконных и дверных проемов; поручни для устройства лестничных перил; фальцевые (обшивные) доски или вагонка; декоративные нащельники, обкладки, багетные рейки, паркетные планки, проступи, подоконные доски, элементы щитовых перегородок и др. Изготовление многих этих и других фрезерованных изделий вполне доступно домашним умельцам, имеющим станок типа «У1». В качестве примера возьмем вагонку и сразу условимся, что длина заготовок для нее должна быть до 2,5–2,7 м, т. е. равна высоте стен городской квартиры или сельского дома (более длинные доски обрабатывать затруднительно), ширина их 50–100 мм в зависимости от назначения (более широкие нецелесообразны изза коробления, растрескивания и образования щелей при ус^хании), толщина — 13–19 мм. Предельные отклонения установленных размеров деталей по толщине и ширине, продольная покоробленность по пласти и кромке, поперечная крыловатость должны быть минимальными. Древесину следует использовать хорошо выдержанную, без пороков, из хвойных и лиственных пород (за исключением мягколиственных и березы, предназначенных для наружной обшивки как менее устойчивых к загниванию). Форма досок может быть разной (рис. 70 а). Мы же остановимся на двух вариантах: «в шпунт» и «в прямую четверть», имеющих наибольшее распространение. Обшивная доска стандартизированных размеров показана на том же рисунке. Чтобы ее изготовить, помимо лесоматериала потребуются фрезы: либо две цельных профильных насадных, либо одна сборная со своими комплектами ножей, имеющих соответствующий профиль, либо три цельных металлорежущих пазовых, из которых одна шириной 4 (5,6) мм и две 6 (7,8) мм (в зависимости от толщины заготовок). Фрезы диаметром более 100 мм можно использовать во второй позиции станка «У1», а менее 100 мм — в третьей или пятой. Мы будем вести речь только о третьем варианте и о фрезах металлорежущих диаметром 80–100 мм. 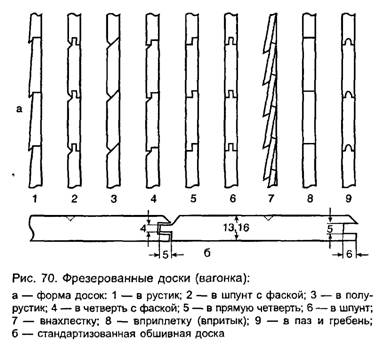
Таким образом, для фрезерования паза используется одна фреза шириной 4 (5,6) мм, а для получения гребня — две другие, выставленные друг от друга на расстоянии соответственно 3,5 (4,0 или 5,0) мм (рис. 71) с помощью промежуточного кольца. При использовании заготовок толщиной примерно 15 мм, чтобы получить из них вагонку толщиной 13 мм, можно обойтись всего двумя фрезами высотой 5 мм. Паз в этом случае фрезеруют одной из них, а гребень двумя, расставив их друг от друга на 4,5 мм. Если надо снять фаски у досок, то применяют угловую фрезу, либо строгальный барабан с поворотной направляющей линейкой, или, в крайнем случае, ручной рубанок. При желании на поверхности доски можно профрезеровать канавки, придающие ей нарядный линейный рисунок. Порядок операций обычный: пиломатериал раскраивают на черновые заготовки с заданным припуском; строгают их либо только с одной лицевой стороны, либо 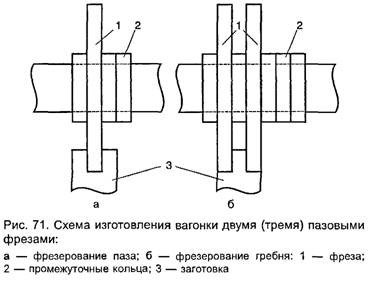
со всех остальных; фрезеруют пазы и гребни (или наоборот); снимают фаски (при желании). Обработку заготовок ведут, как правило, пооперационно комплектами. При этом часть операций выполняют последовательно. Например, очередную заготовку строгают и сразу же на ней фрезеруют паз (или гребень). После обработки таким порядком всех заготовок станок перестраивают и фрезеруют у каждой из них недостающий гребень (или паз), а также срезают с обеих кромок фаски ножевым барабаном. Этот процесс еще больше упрощается при изготовлении вагонки «в прямую четверть». Заранее нарезанные заготовки в этом случае поочередно обрабатывают до получения готовых изделий при одной только настройке станка. Каждую из них вначале строгают, потом отбирают пазовой фрезой с двух ее сторон четверти и в заключение снимают фаски с кромок ножевым барабаном. При острых режущих инструментах, правильно настроенном станке работа, как правило, идет быстро и легко, а получаемая вагонка мало в чем уступает промышленной. Если же ее пропустить через шлифовальное устройство станка, то качество ее поверхности ста новится значительно выше. Примерно такой же процесс изготовления и багета. Некоторые особенности его фрезерования были рассмотрены ранее, поэтому сейчас мы ограничимся лишь рядом заметок. Чаще всего применяют профили криволинейных фигур, большей частью круговых, проведенных из одного или двух центров. К простым из них, полученным из одного центра, относятся «валик» и «выемка» (рис. 72 а, б). Они могут в одном случае выступать самостоятельно (обкладки, нащельники и др.), в другом создавать переход от узких нижних частей профиля к верхним широким (карниз) или оформлять переход при расширении книзу (плинтус), в третьем сложные профили могут содержать две кривизны, направленные в разные стороны: например, иметь сверху вогнутость, а снизу выпуклость — «гусек», или, наоборот — «каблучок» и т. д. Еще более разнообразный рисунок у багета, применяемого для портретных рамок и рам. Однако, как показывает опыт, стремиться к большому разнообразию не всегда оправданно. Это ведет к увеличению количества дорогих и дефицитных фрез или профильных ножей, к необходимости иметь заготовки разных размеров, к частому переналаживанию станка и т. д. 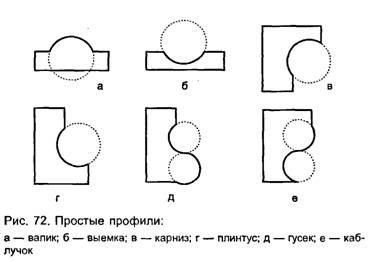
Вместе с тем нельзя не учитывать, что разные типы фрез имеют и разную степень мобильности при формировании профиля багета. Если у цельных насадных дереворежущих фрез эта мобильность практически сведена к нулю, поскольку они имеют профиль раз и навсегда заданный, то у сборной фрезы она более подвижна, т. к. допускается применение сменных резцов разного рисунка. Еще больший диапазон формирования этого рисунка имеют цельные модульные металлорежущие фрезы. Достаточно иметь всего несколько таких фрез довольно простого профиля, чтобы с их помощью фрезеровать багет самых разнообразных контуров. Но нужно помнить и о том, что если цельная дереворежущая фреза позволяет легко получить багет высокого и четкого профиля, то добиться такого же результата металлорежущими фрезами малого диаметра значительно сложнее, а подчас и невозможно. Поэтому мастеру, решившему делать багет, прежде чем приобретать фрезы, желательно все продумать и просчитать. В частности, полезно узнать: какое количество, какого профиля и сечения нужен багет или декоративные изделия для отделки дома, мебели и др. Именно от ответа на эти вопросы зависит количество необходимых фрез, их профиль, тип, а также объем и ассортимент лесоматериала. Практика свидетельствует, что сечение заготовок для наиболее употребительных в домашних условиях фрезерованных изделий находится в диапазоне от 20 х 20 мм до 30 х 50 мм. Длина их равна не менее двойной или тройной суммарной длины готовых деталей с припуском. Такие параметры изделий соответствуют фрезам диаметром до 100 мм. Что касается самого процесса изготовления багета, то он состоит из следующих операций: раскраивание заготовок, строгание, фрезерование, отбор фальцев, шлифование. Несколько комментариев к сказанному. Раскраивают заготовки в размер по сечению так, чтобы их поверхность была наименее шероховатой. Для этого желательно применять пилы с напайками из твердого сплава или доработанные отрезные фрезы. Строгают заготовки иногда только в угол, оставляя необработанными две остальные стороны, подвергающиеся последующему фрезерованию. Однако лучший вариант — строгать их в размер, прибегая даже к рейсмусовой операции, поскольку разнотолщинность деталей, особенно предназначенных для портретных рамок, недопустима. Характер выполнения самой операции фрезерования во многом зависит от типа применяемого режущего инструмента, высоты и ширины профиля, твердости и влажности древесины, мощности двигателя, количества оборотов шпинделя и других факторов. Отбирать фальцы можно не только в процессе фрезерования багета, но и у готовых деталей из него. То же относится и к операции шлифования. Говоря о вагонке и багете, нельзя хотя бы коротко не сказать об их практическом применении. Вагонку обычно используют для обшивки стен, перегородок, панелей, потолков. Не случайно поэтому ее правильно называют обшивной доской. Часто ее применяют для отделки наружных стен деревянных домов и различных хозяйственных объектов. Этим защищают их от неблагоприятных атмосферных воздействий, повышают теплоизоляцию, придают им должный архитектурный облик. Доски обычно располагают горизонтально, хотя допускается облицовка и «в елочку», и даже вертикально расположенными досками. Главное, чтобы было исключено попадание влаги за обшивку. С этой целью применяют нащельники, отливные рейки и др. Вагонку, как правило, прибивают к реечной обрешетке с шагом в один метр. При этом между вагонкой и стеной появляется циркуляция воздуха, одновременно обрешетка позволяет создать ровную поверхность в случае, если стена кривая. Обшивают стены после полной осадки их и только сухими. При длине стены, превышающей длину досок, стыки их концов устраивают вразбежку. При досках одной длины (в том числе коротких) стыки можно располагать друг над другом в одну линию. Такой стык закрывают нащельником. Вагонка в зависимости от поперечного ее профиля, как уже говорилось, имеет разные варианты. Для обшивки используют и обрезные не профилированные v доски с косой кромкой у нижнего края, способствующей стоку воды. Шпунтованные доски располагают вверх гребнем. Сплачивают вагонку плотно, прибивают двумя гвоздями, желательно оцинкованными. Дощатую обшивку обязательно защищают от атмосферного воздействия: окрашивают стойкими красками или, что лучше, покрывают составами типа «пинотекс». Внутренняя отделка аналогична отделке внешней. Только доски чаще всего размещают вертикально на всю высоту стен, перегородок или панелей, и горизонтально — на потолке на всю его длину. Крепят вагонку непосредственно к стенам, если они ровные, но иногда прибивают и к брускам каркаса. На потолке ее подшивают непосредственно к балкам или к промежуточным черновым доскам. Сверху стен (у потолка) устанавливают карнизы, внизу — плинтусы, в углах — угольники. Отделка вагонкой внутри помещений может быть еще разнообразнее, если применить смекалку и фантазию. Доски иногда располагают наклонно, рельефно, вразбежку, в форме орнамента, облицовывают ими откосы оконных и дверных проемов, сами двери и т. д. Особенно эффектна облицовка в виде филенок из узкой шпунтованной вагонки шириной 45–50 мм. Ее выполняют в такой последовательности. Вначале размечают стены под филенчатые щиты, а при надобности и под каркас из брусков. В последнем случае заготавливают эти детали и устанавливают на место, добиваясь ровной поверхности. Крепят бруски к стенам в зависимости от материала последних. Затем готовят щиты. Обвязку делают из досок с отобранными фальцами и соединенных в рамку на ус. Иногда на их кромках формируют элементы соединений, предназначенных для сплачивания щитов друг с другом (шпунты, четверти, шканты). Рамки склеивают обычным порядком. Филенки собирают из дощечек, нарезанных в размер и плотно соединенных между собой. Эти щитки должны быть на 2 мм меньше по всем сторонам, чем проем в рамке. Такой зазор необходим на усушку древесины и возможную ее деформацию. С этой же целью филенку не вклеивают, а вкладывают в рамку насухо и закрепляют только раскладками. Отделывают щиты с одной лицевой стороны. Готовые щиты соединяют друг с другом, если это предусмотрено, и с каркасом так, чтобы стыки приходились на середину брусков, и прикрепляют к ним шурупами. Места стыков и шурупы закрывают профильными нащельниками. Низ такой облицовки оформляют в виде цоколя или плинтуса, а верх в виде карниза. Места та ких примыканий иногда заранее предусматривают при разметке стен. При установке отдельных элементов об лицовки особое внимание уделяют прямолинейности линий, образуемых рамками, филенками, декоративными раскладками и др. Потолок облицовывают филенчатыми щитами под общий стиль помещения. Его так же заранее размечают; укрепляют на нем строганные бруски каркаса с выбранными четвертями; вкладывают в полученные проемы уже отделанные филенки из вагонки и закрепляют их раскладками. Филенчатые щиты из вагонки широко применяются и при изготовлении бытовой мебели. По их принципу собирают дверки шкафов и разделочных кухонных столов, столешницы обеденных и журнальных столов, сидения табуретов и раскладных стульев, скамеек и многое другое. Форма и сечение брусков обвязки таких щитов, способы соединения между собой, а также с заполняющей вагонкой зависят от их предназначения и размеров. Щит, используемый, скажем, для дверки навесного шкафчика, конечно, должен иметь обвязку тонкую, легкую, а предназначенный для скамьи — состоять из прочных брусков и даже с одним или двумя средниками. Соединения вагонки с рамкой тоже могут быть разными (рис. 73). В одном случае филенка окажется заподлицо с обвязкой, а в другом — утопленной, вставленной в паз или вложенной в четверть; соединенной с рамкой подвижно или на клею. В предметах мебели, эксплуатируемой в жилых помещениях и собранной из сухой вагонки, клеевые соединения даже предпочтительнее, так как придают изделию большую прочность. При желании филенчатые дверки из вагонки можно значительно облагородить. Например, бруски обвязки из простой древесины облицевать шпоном дорогих пород, применить профилированные детали, накладные элементы, в том числе украшенные резьбой, инкрустацией, 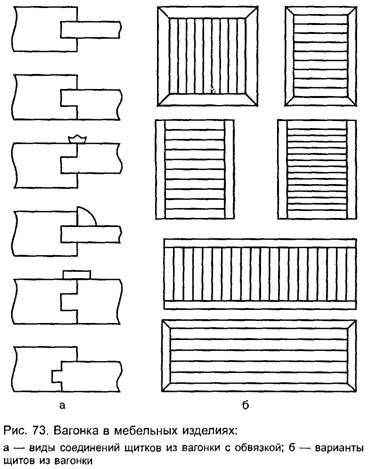
металлическими вставками и т. д. В качестве примера использования багета сошлемся только на портретные рамки из него, хотя область его применения в быту значительно больше. Последовательность изготовления рамок с соединением на ус следующая: разметка и раскраивание пиломатериала; выпиливание заготовок, строгание их; фрезерование; торцевание в размер; запиливание деталей для соединения на ус со вставным плоским шипом несквозным; сборка; подготовка к отделке; отделка. Многие из этих операций уже рассматривались ранее, поэтому ограничимся лишь короткими комментариями. Так, при раскраивании багета для нескольких рамок разного размера в первую очередь стараются вырезать наиболее длинные детали, а оставшуюся часть пустить на малые рамки, в том числе многогранные (шести или восьмиугольные). В последнем случае упорную линейку каретки выставляют по отношению к плоскости пильного диска под углом соответственно 30° и 22,5°. Разрезать заготовку удобнее в таком положении, когда она находится между линейкой и пилой, а не сзади линейки. При отпиливании второго конца заготовку можно переворачивать вокруг ее оси на 180°. Однако все же лучше в этом случае упорную линейку переставлять на новую позицию. Сопрягаемые места особо ответственных деталей, разрезанных под углом круглой пилой, рекомендуется дополнительно обработать с помощью каретки и шлифовального диска, развернутого на 180°. Прежде чем рассказать о порядке склеивания рамок, остановимся на тех приспособлениях, с помощью которых это делается. Существует немало таких устройств: от самых простейших и до сложных (рис. 74). Первые из них представляют собой обычный бельевой шнур, четыре короткие петли которого надевают на углы рамки, а двумя длинными стягивают ее по диагонали. Углы регулируют палками, которыми скручивают средние петли шнура. Принцип действия остальных приспособлений понятен из рисунков. Каждому из них свойственны свои слабые и сильные стороны. индивидум исследовал разные сжимы и убедился, что все они приемлемы в домашних условиях. Однако одни из них неудобны в обращении, другие трудны в изготовлении. Наиболее оптимальными во многих отношениях оказались зажимы, показанные на рис. 74 д. Они позволяют четко и надежно фиксировать рамку в заданном положении и вместе с тем просты и дешевы. Такой зажим представляет собой основание из фанеры, к которому привернут деревянный уголок. Его можно изготовить из нескольких слоев фанеры, скле 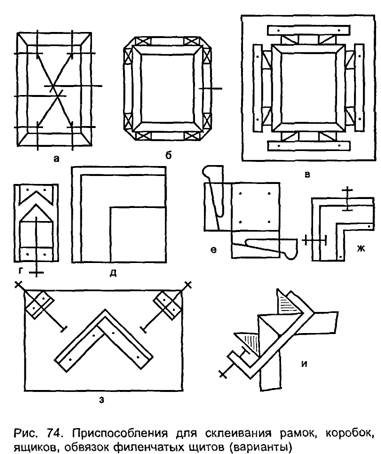
енных между собой. Из квадратной заготовки вырезают два уголка разных размеров. Меньший из них используют при сборке малых рамок. Зажимы обязательно пропитывают олифой, чтобы не допустить склеивания с ними деталей рамки. С этой же целью при сборке рамки между нею и зажимом помещают прокладку из пленки ПХВ. Несколько замечаний о склеивании рамок. Предварительно подбирают комплекты их деталей по цвету и рисунку древесины. Подготавливают все необходимое для работы: сжимы, клей, кисть, тряпку, шнуры, металлические спицы (гвозди), прокладки из пленки, вставные плоские шипы, нарезанные из шпона, и др. Сам процесс сборки рамки обычно не вызывает затруднений: раскладывают на столе сжимы; помещают на их основания квадратные прокладки из пленки; намазывают концы багета и шипы клеем; соединяют все детали между собой; укладывают их в сжимы; обматывают угольники шнуром в виде двойной петли и стягивают ее скруткой; выступающий в местах соединения деталей клей убирают тряпкой (губкой). При этом внимательно следят за тем, чтобы все элементы профиля багета точно примыкали друг к другу в углах. Собранную таким образом рамку укладывают на ровную поверхность для просушки. Если рамок одного размера несколько, то последующие размещают сверху предыдущих и помещают на них груз. После высыхания рамки освобождают от сжимов, при необходимости убирают подтеки клея, снимают провесы, шлифуют на станке и вручную, а потом отделывают известными способами. Мы рассказали об изготовлении рамок из массива. Таким же порядком их можно собирать из комбинированного и составного багета, состоящего из разных пород древесины. В первом случае его делают путем склеивания между собой двух реек рассчитанной ширины: верхней из дорогой, а нижней из дешевой древесины, с последующим фрезерованием этой заготовки обычным порядком. Составной багет получают из двух и более заранее профрезерованных и отделанных его частей путем сборки на клею, с помощью шурупов, шкантов и др. Таким способом удается не только сэкономить дефицитную древесину, но и сделать багет с профилем такой высоты, какой обычным порядком, т. е. фрезами малого диаметра из массива, не изготовить. Иногда поступают и так: вначале собирают рамку из простой древесины, а к ней сверху прикрепляют вторую рамку из багета. Потом это изделие шлифуют, убирая провесы и маскируя стыки, и в заключение отделывают. Отделка столярных изделий является завершающей операцией, в результате которой им придают окончательный вид. Поэтому значение ее трудно переоценить. К сожалению, далеко не все умельцы отдают себе в этом отчет. Нередко можно наблюдать явное несоответствие между содержанием и формой, конструктивной основой изделия и его внешним видом. Иному столяру, умеющему успешно справляться с операциями по обработке древесины, явно не хватает знаний, опыта, а иногда и старания для облагораживания готовой вещи. Поэтому при первом же взгляде на нее становится понятным, что это «самодельщина» в худшем смысле слова. Выбор отделочного материала, цветового решения, способа отделки изделия во многом зависит от опыта и вкуса мастера. А потому нужно учиться. Мы уже отмечали, что рассмотреть полно то, что охватывает собой столярное дело, настолько оно многогранно, задача сложная. Мы попытались лишь показать на единичных примерах, как при помощи самодельного деревообрабатывающего оборудования можно делать добротные и полезные в быту вещи из древесины. При этом стремились убедить новичков в том, что настоящее столярное мастерство — не удел избранных, что им при желании может овладеть каждый. Об этом свидетельствует и сама жизнь. Сколько встречается городских квартир, любовно обустроенных, со вкусом отделанных деревом их хозяевами! А сколько таких примеров можно найти в селах, на дачных и садовых участках! Это и красивые деревянные дома; и добротные хозяйственные объекты; и ухоженные территории с различными сооружениями из дерева (перголами, беседками, садовой мебелью и пр.); это и... впрочем, то, что вызывает восхищение и здоровую зависть, можно перечислять долго. И все это делается людьми неугомонными, творческими, самостоятельно овладевшими секретами столярного мастерства. Пример таких людей достоин подражания.
Правообладатели статей являются их правообладателями. Вся информация получена из открытых источников. |
|